





Kagamitan at Proseso ng Produksyon ng Sintered Stone
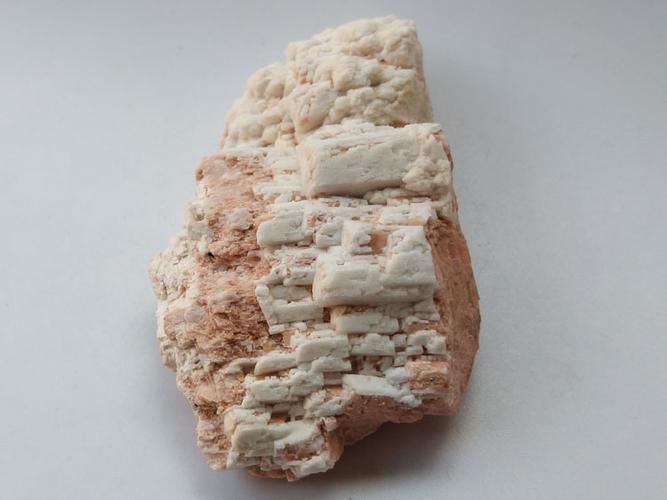
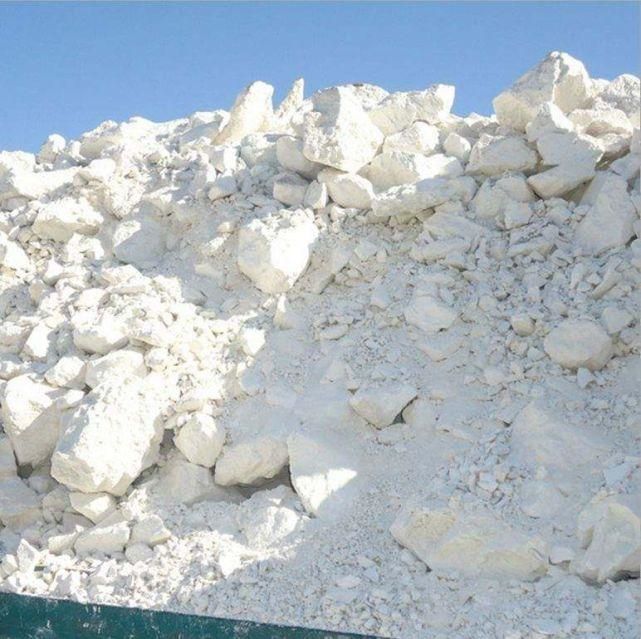
1. Pangunahing Hilaw na Materyales
Ang sintered na bato ay pangunahing gawa sa mineral na bato, potassium sodium feldspar, kaolin, talc at iba pang mga hilaw na materyales, pinindot ng isang pindutin ng higit sa 15,000 tonelada, na sinamahan ng advanced na teknolohiya ng produksyon at pinaputok sa isang mataas na temperatura sa itaas 1200 ℃.

Pangunahing kasama sa pangunahing kagamitan ang: ball mill, spray tower, full body loading machine, forming press, digital ink-jet printer, digital dry grip, kiln, polishing equipment, automatic testing equipment, atbp.Kabilang sa mga ito, ang mga pagpindot na maaaring magpindot sa mga slab ng bato ay pangunahing kinabibilangan ng mga sumusunod na uri: Sacmi continua+, System LAMGEA, SITI B&T at China Press Machine giants na KEDA at HLT.3. mga uri ng Produksyon ng Teknikal na Solusyon:


02. Roll forming
Ang ubod ng SACMI CONTINUA+ na tuloy-tuloy na linya ng produksyon ng paghuhulma ay ang PCR pressing equipment, na maaaring makakuha ng mas malaking puwersa ng pagpindot at mas mataas na density kaysa sa tradisyonal na mga pagpindot upang makabuo ng sintered na bato.Ang proseso ng pagpindot ay natanto ng dalawang napakatigas na motorized na sinturon.Ang pulbos ay naka-imbak sa mas mababang sinturon ng bakal at tumatakbo sa loob ng makina.Ang dalawang bakal na sinturon at ang dalawang pinindot na roller ay nagtutulungan upang mapagtanto ang pagpindot at pagbuo.Ang pulbos ay unti-unting "patuloy" na pinindot sa ilalim ng presyon.Ang lapad at panghuling haba ng tapos na produkto ay maaaring mapili at maayos ayon sa mga pangangailangan, baguhin lamang ang posisyon ng pagputol ng pinindot na materyal, karaniwang mga sukat: 1200, 2400, 3000 at 3200mm.
Maaaring i-cut ng CONTINUA+ ang raw slab sa mas maliliit na laki, gaya ng: 600x1200, 600x600, 800x800, 800x2400, 1500x1500, 750x1500, 900x900mm, atbp. Ang maximum na sukat ay 3 can3mm, atbp. Ang maximum na kapal ay 3 can3mm.

03. Dry pressing traditional molding
Ang KEDA KD16008 press at HLT YP16800 press ay gumagamit ng dry pressing na tradisyonal na paraan ng pagbuo.Noong 2017, ang HLT YP16800 press ay opisyal na inilagay sa produksyon sa Monalisa Group at matagumpay na nakagawa ng 1220X2440mm na sintered na bato.Sa parehong taon, ang Kodak KD16008 super-tonnage press ay na-export sa India.

Oras ng post: Peb-05-2023